
助粘剂可以防止功率半导体封装中的分层吗?
功率半导体封装被用于高温、高压的环境。随着汽车市场中电动汽车 (EV) 和混合电动汽车 (HEV) 数量的增加,对于功率封装的需求也水涨船高。汽车应用封装必须通过大量安全测试,因此,封装可靠性变得至关重要。由于越来越多功率封装被用于汽车应用,零分层封装也日益变得更加重要。
零分层半导体功率封装的挑战
半导体封装由多种不同的材料组成。每种材料有不同的特性,包括它们的热膨胀系数 (CTE)。鉴于这些不同特性,要通过极端条件测试并达到真正的“零分层”对半导体制造商来说是一项严峻的挑战。
一般功率封装结构有四个主要界面。D2PAK(TO-263 为 JEDEC 标准)封装提供这些界面的示例(图 1 和图 2)。D2PAK 专为低导通电阻和高速切换式 MOSFET 量身定制,适用于大功率应用。它被用于电机驱动器、电源电路和直流-直流转换器。
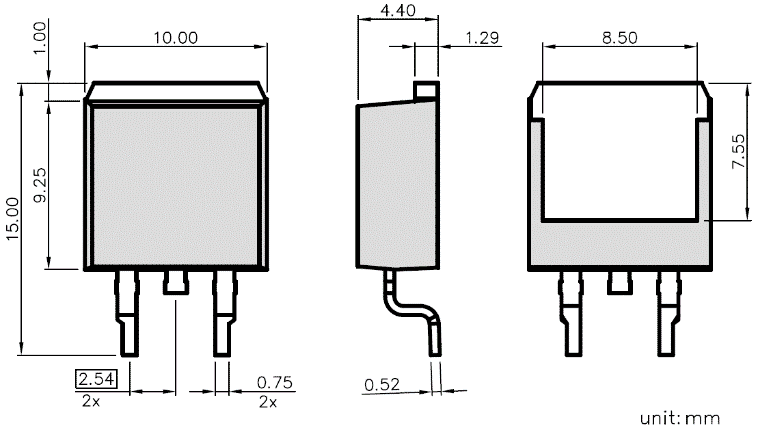
图 1:D2PAK 封装外形图。
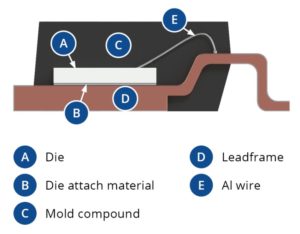
图 2:D2PAK 横截面。
D2PAK 的标准材料是裸铜 (Cu) 引线框架 (LF)、锡铅焊料(晶片贴装)、铝 (Al) 线(互连)和用来密封的环氧树脂模塑化合物 (EMC)。晶片的材料可以是硅 (Si)、碳化硅 (SiC) 或氮化镓 (GaN)。不同类型的材料要求每种之间强力粘合,以通过严格的环境可靠性测试并符合汽车部件的安全标准。
分层可能发生在 EMC 和铜 LF、EMC 和铅 (Pb) 焊料、EMC 和铝晶片垫板以及/或者 EMC 和镍 (Ni) 铅垫板之间(图 3)。
最弱的粘合点位于 EMC 和焊料之间。其开发目标是在 T=0(耐湿测试 (MRT)后)*¹ 和温度循环 (TC)*² 2000x 之后达到零分层。
*¹MRT:JEDEC Lv. 1(245°C 回流焊 x 3)
*²TC 条件:-55°C 到 150°C
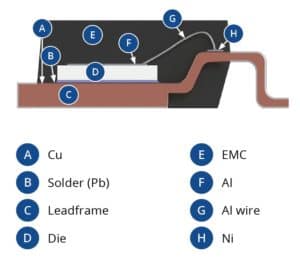
图 3:可能分层表面。
助粘剂的作用
助粘剂 (AP) 的材料选择非常重要,因为它必须与模塑树脂、铜、铝、镍和铅焊料兼容。多种聚酰亚胺基和环氧树脂基材料被选来接受评估。首先,通过布丁杯剪切强度测试检测粘合强度(图 4)。
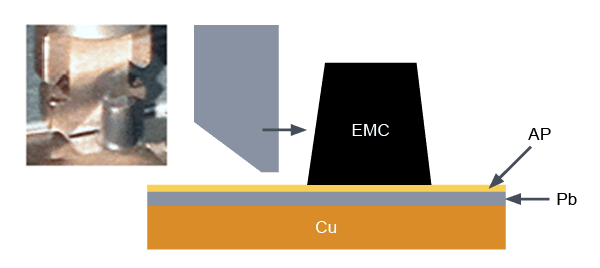
图 4:通过布丁杯剪切强度测试测量粘合强度。
所有 AP 材料表明在室温 (RT) 和 150°C 的条件下与非 AP 涂层表面相比的粘合强度增强(图 5)。
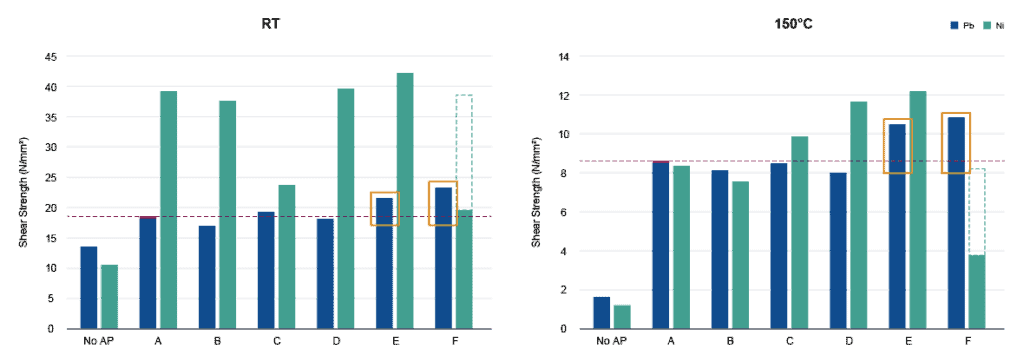
图 5:粘合强度比较。
初始测试完成后,将使用 D2PAK 作为测试载体在封装上测试助粘剂。在线焊之后使用喷射点胶机涂上 AP 以覆盖焊接区域(图 6)。同时,还会使用不同类型的 EMC 进行比较。

图 6:从晶片贴装到修剪与成型 (TF) 的流程图,包括助粘剂涂覆。
实验设计 (DOE) 会使用非 AP 涂层封装作为参考,并采用三种 AP 材料和不同 EMC。最开始还会进行超声波扫描显微镜 (SAT) 检查:MRT (MSL 1)、TC 500x TC 1000s、TC 1500x 和 TC 2000x。AP2 涂层封装经受住 TC 2000x 的考验,并达到完美的零分层(图 7 和图 8)。
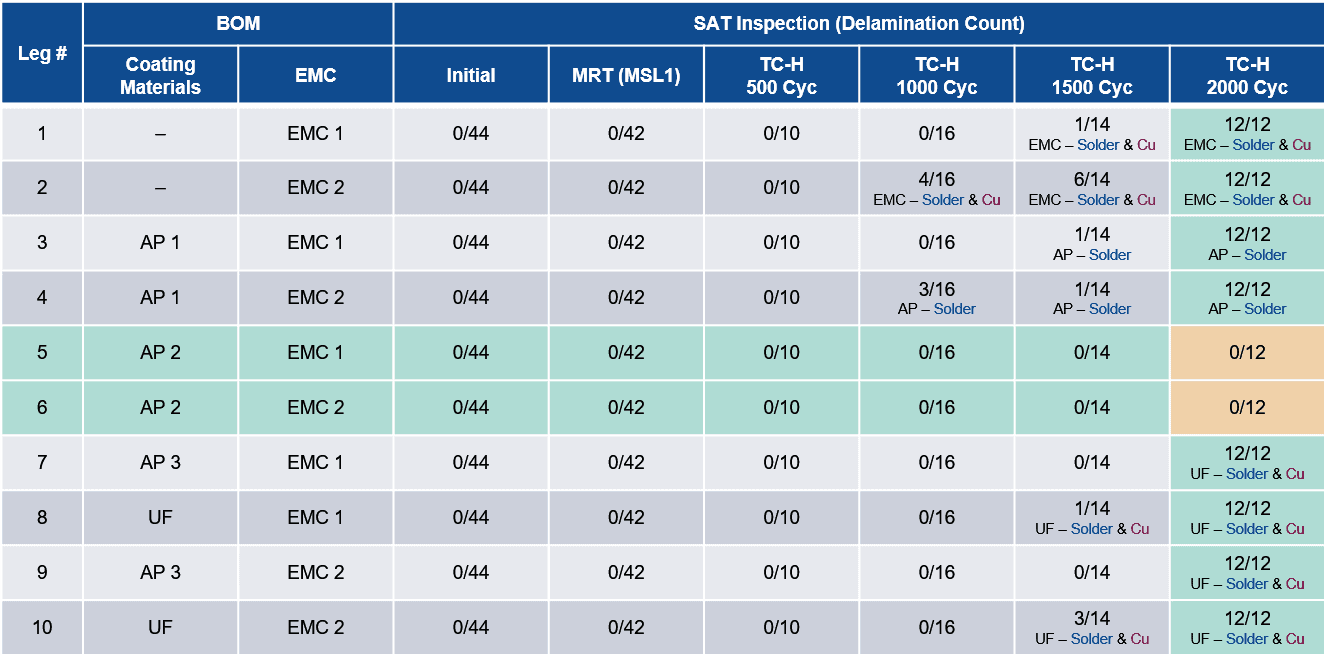
图 7:AP 涂层封装 DOE 的温度循环测试结果
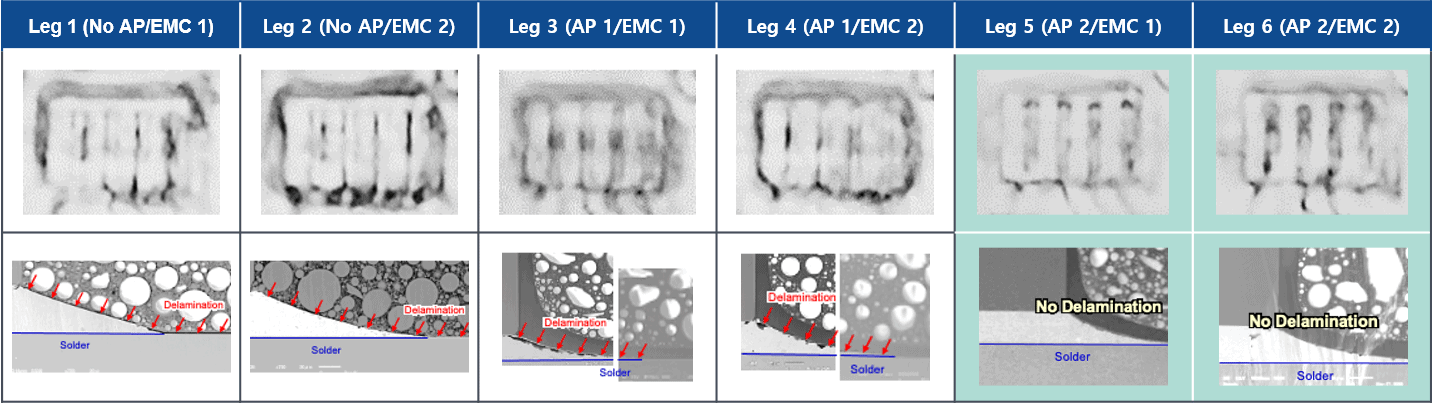
图 8:测试样本的 SAT 检查。
迄今为止的结果表明,通过在组装流程当中增加助粘剂达到零分层,从而强化封装可靠性水平具有非常光明的前景。还值得一提的是,采用 AP 涂层既经济又高效,因为它所使用的点胶工具在大多数组装工厂都已被广泛运用。
结论
其中一种 AP 材料在 TC 2000x 条件下适用于全部界面并达到完美零分层。我们确定了可被用作良好助粘剂材料所具有的关键特性。接下来的开发目标是,将 AP 拓展到其他封装形式和封装结构,例如,具有铜夹结构的功率封装。
关于作者
Sophie Olson 是 Amkor Technology 线焊与功率封装开发的高级经理。她在 2004 年入职 Amkor,目前负责开发功率封装和半导体封装材料。在加入研发团队前,她曾花 2 年时间在 Amkor Japan 帮助加快 Amkor 子公司的整合。她之前还担任过业务运营、销售和客户服务等职位。她持有亚利桑那州立大学的材料科学及工程学士学位和 FSU 的政治科学硕士学位。
相关帖子

Amkor Technology Receives Kioxia’s Best Partner Award
Amkor Earns Environmental Leadership Recognition from CDP
